
Wire Rope Inspection for Amusement Park Rides and Attractions
- Micah Neverson
- 6 hours ago
- 5 min read

A Technical Guide to Rope Types, Inspection Methods, and Acceptance Criteria
Thomas R. Hay, PhD., P.E.

Wire Ropes in Amusement Park Rides — Types and Applications
Amusement park rides and attractions represent one of the most demanding wire rope applications in terms of the combination of high cycle loading, dynamic shock forces, public safety exposure, and regulatory scrutiny. Wire ropes are used across a wide variety of ride types, including free-fall towers, drop rides, launch coasters, zip lines, aerial adventure courses, gondola wheels, swing rides, and bungee-based attractions. In each application, the rope must reliably transmit dynamic loads, resist fatigue from repeated cycling, and maintain structural integrity under the unpredictable loading patterns generated by passenger mass variation, wind loading, and ride acceleration profiles.
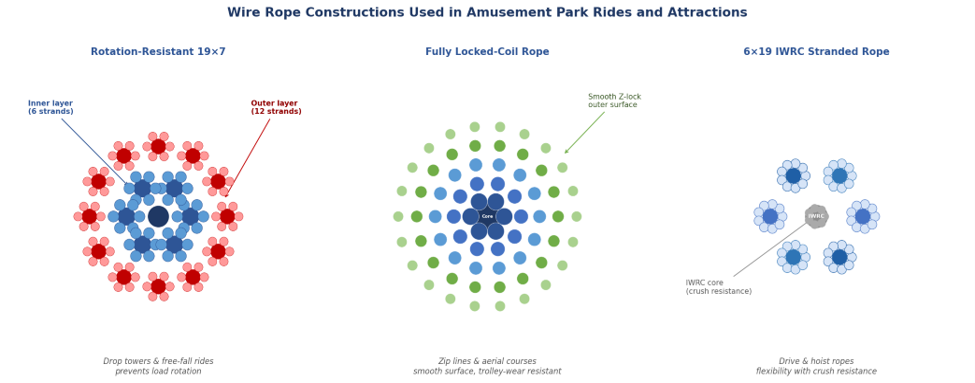
Drop tower and free-fall ride ropes are among the most fatigue-intensive in the amusement industry, experiencing rapid load reversals and shock loading at the arrest phase of each ride cycle. These ropes are typically constructed as rotation-resistant designs such as 18×7 or 19×7 to prevent load twisting during the free-fall phase, with high-strength galvanized or stainless-steel wires for corrosion resistance in outdoor environments. Launch coaster drive ropes and linear induction catch systems use stranded wire ropes engineered for repeated high-speed engagement with drive mechanisms. Zip line and aerial adventure course ropes are generally locked-coil or fully locked-coil constructions with smooth outer surfaces to minimize wear from trolley wheel contact, and they must withstand both the static catenary load of the span and the dynamic impact of rider arrival at anchor points.
Rope selection and maintenance in the amusement industry is governed by ASTM F24 committee standards — particularly ASTM F770 and ASTM F1159 — EN 13814 (European standard for fairground and amusement park machinery), and various state and local ride safety regulations in the United States. Insurance requirements and manufacturer ride specifications impose additional constraints on rope type, inspection frequency, and retirement criteria, often requiring documented inspection records as a condition of continued insurability and operating licensure.
Visual Inspection, MFL Testing, and Hardware MT of Amusement Ride Ropes
Amusement park ride rope inspection is conducted within a framework of mandatory regulatory inspections, manufacturer-specified maintenance requirements, and operator-defined internal safety programs. Most jurisdictions require third-party inspection of amusement rides at defined intervals, and wire rope condition is a primary focus of these inspections given its direct role in passenger safety. Inspection programs combine daily pre-opening visual checks by ride operators with periodic thorough inspections by certified NDT personnel, including MFL electromagnetic testing and Magnetic Particle Testing of end hardware and terminations.
Daily visual inspection of amusement ride ropes is performed by trained ride operators before each operating session and focuses on identifying any visible broken wires, kinks, birdcaging, strand displacement, or surface damage. Pre-season and mid-season thorough visual inspections are carried out by qualified rope inspectors who examine the full accessible rope length under improved lighting conditions, using calibrated diameter gauges to measure rope cross-sections at multiple points. Terminations, swaged ferrules, and mechanical splices are examined for cracking, corrosion, deformation, and evidence of strand pull-through. Particular attention is given to sections of rope that pass over sheaves, through guide rings, or contact drive mechanism components, as these zones accumulate fatigue damage and surface wear at higher rates than free-spanning sections.

MFL inspection of amusement park ropes provides the quantitative internal condition data that visual methods cannot deliver. MFL instruments are deployed as portable units during scheduled maintenance inspections, with the rope driven slowly through the instrument head to generate a complete LF and LMA record of the full rope length. On high-cycle drive ropes and drop tower hoist ropes, MFL inspection is performed more frequently than typical industrial applications, reflecting the higher fatigue exposure per unit time. MFL data is retained and compared across inspection cycles to identify rate-of-change trends in metallic area and localized fault accumulation, giving operators an objective basis for rope retirement decisions.
Magnetic Particle Testing (MT) of Ride Hardware and Terminations
Swaged end fittings, spelter sockets, clevis pins, shackles, turnbuckles, and structural attachment hardware on amusement ride rope systems are subject to Magnetic Particle Testing (MT) in accordance with ASTM E1444 as part of the periodic thorough inspection program. These ferromagnetic components experience high cyclic loading at stress concentration points — socket throats, pin bore bearing surfaces, and swage transition zones — making them susceptible to fatigue crack initiation that cannot be detected by visual examination or MFL testing of the rope body. MT is applied to end fittings and structural hardware using portable yokes or prod contacts with wet fluorescent particle media under UV illumination, providing high sensitivity to tight fatigue cracks at the critical stress zones. On drop tower and free-fall ride ropes, the arrest hardware, structural clevises, and drum attachment fittings are prioritized for MT examination given the high shock loading these components experience at every ride cycle. MT findings in amusement ride hardware are assessed against ASTM E1444 acceptance criteria, with linear indications at socket throats or pin bores treated as immediate rejection conditions regardless of indication length, reflecting the fracture-critical classification of these passenger safety components.
Section 3: Acceptance and Rejection Criteria for Amusement Park Ride Ropes
Amusement park wire rope discard criteria are among the most conservative in any wire rope application, reflecting both the public safety mandate and the typically high cycle rates these ropes accumulate. Applicable standards include ASTM F770 (amusement ride inspection), EN 13814 (European amusement machinery), and ride manufacturer specifications, which collectively define broken wire limits, diameter reduction thresholds, and retirement criteria based on ride type, rope construction, and service history.
Visual discard criteria for amusement ride ropes typically specify rope removal when any single broken wire is detected in a critical zone such as a termination or drive engagement section, and very low broken wire counts — often one to three wires per lay length — for the rope body in general. This is markedly more conservative than industrial crane standards. Any birdcaging, kinking, strand displacement, or deformation is treated as an immediate discard condition. Manufacturers frequently specify maximum service life limits in operating cycles or calendar years, and many operators retire ride ropes on a time-based schedule regardless of apparent visual condition.
MFL-based criteria for amusement ride ropes generally apply LMA discard thresholds of 5–8%, lower than the 10% commonly used for cranes, reflecting the higher consequence of failure and the more aggressive fatigue environment. A single concentrated LF anomaly in a drive engagement zone or termination proximity region may be sufficient to trigger immediate retirement even if overall rope condition is otherwise satisfactory. Third-party inspection organizations and insurance underwriters often specify their own MFL condition thresholds more conservative than published standards. MT rejection criteria follow ASTM E1444, with linear indications at fracture-critical hardware locations treated as unconditional rejection conditions requiring component replacement or formal fitness-for-service evaluation by a licensed engineer before return to passenger service.
References
1. ASTM International. ASTM F770: Standard Practice for Ownership, Operation, Maintenance, and Inspection of Amusement Rides and Devices. West Conshohocken, PA: ASTM.
2. ASTM International. ASTM F1159: Standard Practice for Design and Manufacture of Patron-Directed, Amusement Rides and Devices. West Conshohocken, PA: ASTM.
3. ASTM International. ASTM E1444/E1444M: Standard Practice for Magnetic Particle Testing. West Conshohocken, PA: ASTM.
4. European Committee for Standardization (CEN). EN 13814, Fairground and Amusement Park Machinery and Structures — Safety. Brussels: CEN.
5. International Organization for Standardization (ISO). ISO 4309:2017, Cranes — Wire Ropes — Care and Maintenance, Inspection and Discard. Geneva: ISO.
6. Feyrer, K. Wire Ropes: Tension, Endurance, Reliability. 2nd ed. Berlin: Springer, 2015.



Comments