
Wire Rope Inspection for Cranes and Lifting Equipment
- Doug McCartney
- Jun 17
- 6 min read
A Technical Guide to Rope Types, Inspection Methods, MFL Testing, and Hardware MT
Thomas R. Hay, PhD., P.E.

Wire Ropes in Cranes and Lifting Equipment — Types and Applications
Wire ropes are the primary load-bearing element in the vast majority of crane and lifting systems, including overhead bridge cranes, gantry cranes, tower cranes, mobile cranes, port and shipyard cranes, and offshore pedestal cranes. The rope selected for a given lifting application must be matched to the mechanical characteristics of the hoisting system — including reeving configuration, drum geometry, sheave diameter, and load spectrum — to achieve the required combination of strength, flexibility, fatigue resistance, and service life. Crane wire ropes are subject to international standards including ISO 4308 (crane rope selection), ISO 4309 (inspection and discard), and ASME B30.2, which collectively define rope selection criteria, inspection methodology, and discard thresholds.
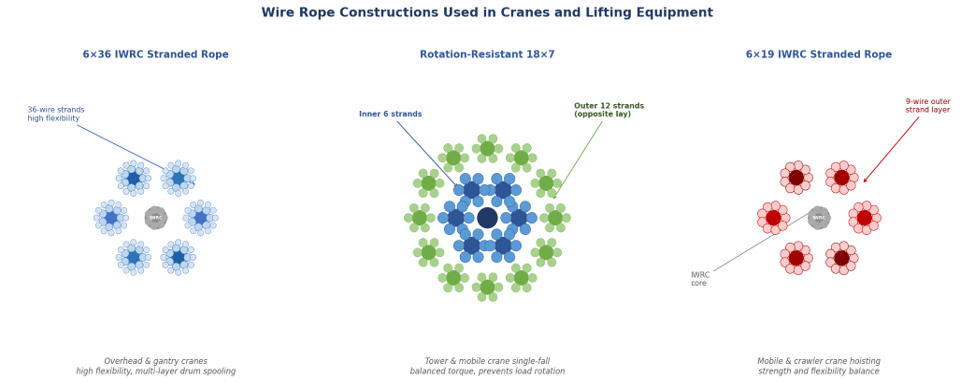
Hoisting ropes on overhead and gantry cranes are commonly constructed in 6×19 or 6×36 class round-strand configurations with Independent Wire Rope Core (IWRC), selected to balance flexibility for multi-layer drum spooling with resistance to crushing under fleet angle and crossover loads. The 6×36 class is preferred for cranes with smaller drum D/d ratios where higher flexibility is needed, while 6×19 class ropes are used where abrasion resistance takes priority over flexibility. Rotation-resistant rope constructions — including 18×7, 19×7, and 35×7 designs — are specified for single-fall reeving arrangements on tower and mobile cranes where rope torque under load would otherwise cause load rotation and instability. These multi-strand, low-rotation designs require careful installation and inspection practices, as they are more susceptible to internal wire damage from improper fleet angle and to concealed internal deterioration not visible from external examination alone.
Luffing ropes on tower and mobile cranes, pendant ropes on lattice boom cranes, and outrigger pad ropes each impose distinct loading and bending profiles influencing rope selection and inspection requirements. Port and shipyard cranes operating in marine environments require ropes with enhanced corrosion protection through galvanized wire construction, compacted strands, or polymer-filled interstices. Offshore pedestal cranes are subject to additional requirements related to dynamic loading from vessel motion and saltwater exposure, driving higher safety factors and more conservative inspection criteria.
Visual Inspection, MFL Testing, and Hardware MT of Crane Wire Ropes
Crane wire rope inspection is mandated by ISO 4309, ASME B30.2, OSHA 1910.179 (overhead cranes), and applicable national standards including BS 7121 and SANS 10294. Most jurisdictions require both regular competent-person visual inspections and periodic thorough examinations, with frequency determined by crane duty classification, operating environment, and regulatory requirements. The combination of visual examination and MFL non-destructive testing is the recognized standard for thorough rope examination on cranes performing high-cycle or safety-critical lifting operations.
Visual inspection of crane ropes covers the full accessible rope length and includes assessment for broken wires, corrosion, abrasion, strand distortion, crushing, birdcaging, kinking, diameter changes, and condition of end terminations. The inspector pays particular attention to the zones of highest fatigue loading: the crossover and fleet angle points on multi-layer drum hoists, the first wrap on the drum, the sheave contact zones at the head block and hook block, and the termination zones at both rope ends. On single-fall rotation-resistant ropes, valley breaks — wire fractures at the contact point between strands — require particular diligence because they are difficult to detect during routine visual examination. Borescopes, flexible inspection cameras, and calibrated mechanical diameter gauges supplement naked-eye examination of difficult-to-access rope sections.

MFL testing of crane ropes provides detection of internal wire breaks, concealed corrosion, and metallic area loss that visual inspection cannot reliably identify — particularly important for rotation-resistant ropes and multi-layer drum applications where internal deterioration is a known failure mode. MFL instruments are deployed as fixed installations integrated into the crane structure or as portable instruments clamped around the rope during maintenance inspections. The instrument records LF signals associated with individual or clustered wire breaks and LMA values quantifying overall cross-sectional area loss, with data stored digitally for comparison against previous inspection records. On port cranes and offshore cranes in high-cycle, high-consequence environments, continuous or semi-continuous MFL monitoring systems are increasingly being installed to provide real-time rope condition data and early warning of developing deterioration.
Magnetic Particle Testing (MT) of Crane Hook, Socket, and Lifting Hardware
Crane hooks, swaged socket bodies, spelter sockets, wedge socket components, shackles, swivels, equalizer sheave pins, and structural lifting attachments are ferromagnetic steel components subject to high sustained and cyclic tensile loading at stress concentration points — hook throats and saddles, socket throats, pin bores, and shackle bow bend radii. Magnetic Particle Testing (MT) in accordance with ASTM E1444 and ASME B30.2 is the standard non-destructive method for detecting surface and near-surface fatigue cracks, stress corrosion cracking, and manufacturing discontinuities in these fracture-critical components. Crane hooks are examined for fatigue cracks at the inner radius of the hook throat — the highest stress zone on a hook under load — and at the shank-to-body transition. MT of hooks is typically performed at annual or more frequent intervals on high-duty cranes, with wet fluorescent particle media under UV illumination providing maximum sensitivity to tight fatigue cracks in the polished bearing surfaces.
Swaged and spelter socket bodies are examined at the wire entry throat zone where crevice corrosion and bending fatigue combine to initiate cracking, and wedge socket components are inspected at the wedge-to-socket contact surfaces and pin bores. ASME B30.2 requires crane hooks showing cracks, deformation exceeding 15% of original throat opening, or twist exceeding 10 degrees to be removed from service immediately. All MT rejectable indications in crane lifting hardware require component removal, engineering assessment, and class or regulatory authority notification before replacement hardware is placed into service.
Acceptance and Rejection Criteria for Crane Wire Ropes
Discard criteria for crane wire ropes are most comprehensively addressed by ISO 4309:2017, which provides crane-type-specific and duty-class-specific discard tables covering broken wire counts, corrosion grades, diameter reduction, and MFL LMA thresholds. The standard classifies crane duty in five categories (D1 through D5) based on load spectrum and number of lifting cycles, with more stringent discard criteria applied to heavier-duty cranes.
Under ISO 4309, visual discard criteria for a six-strand crane rope in a typical duty class include rejection when the number of visible broken wires within one lay length reaches a specified limit — commonly 4 to 12 broken wires per lay length depending on rope construction and duty class. Valley breaks trigger discard at lower counts. Any birdcaging, kinking, basket distortion, strand protrusion, or severe localized corrosion is an immediate discard condition. Rope diameter reduction exceeding 6–8% of nominal diameter, or localized necking over a short rope length, indicates internal core failure or severe wear and requires immediate removal. End terminations showing cracking, corrosion, or deformation are grounds for rejection independent of rope body condition.
ISO 4309 MFL discard thresholds establish LMA limits of 10% for most crane rope applications, with a requirement to consult a rope specialist when LMA exceeds 5%. LF signal analysis supplements LMA data, with concentrated local fault indications in a single rope zone triggering engineering assessment even when overall LMA remains below the formal discard level. MT acceptance criteria for crane hooks and lifting hardware follow ASTM E1444 and ASME B30.2, with crack indications at hook throats, socket bores, and shackle radii treated as unconditional rejection conditions requiring immediate removal from service.
References
1. International Organization for Standardization (ISO). ISO 4309:2017, Cranes — Wire Ropes — Care and Maintenance, Inspection and Discard. Geneva: ISO.
2. International Organization for Standardization (ISO). ISO 4308-1:2003, Cranes and Lifting Appliances — Selection of Wire Ropes. Geneva: ISO.
3. American Society of Mechanical Engineers (ASME). ASME B30.2: Overhead and Gantry Cranes. New York: ASME.
4. Occupational Safety and Health Administration (OSHA). 29 CFR 1910.179, Overhead and Gantry Cranes. Washington, D.C.: U.S. DOL.
5. ASTM International. ASTM E1444/E1444M: Standard Practice for Magnetic Particle Testing. West Conshohocken, PA: ASTM.
6. Feyrer, K. Wire Ropes: Tension, Endurance, Reliability. 2nd ed. Berlin: Springer, 2015.



Strict inspection protocols for heavy lifting equipment prevent terrible accidents and protect workers on demanding industrial sites. Mechanical integrity is only one piece of the complete workplace hazard prevention puzzle when evaluating massive commercial operations. Preventing the impaired operation of heavy vehicles is an equally vital component of overall site security. Integrating advanced ignition interlock systems highlighted inside Intoxalock reviews creates an environment where preventable human errors are eliminated completely. True operational excellence requires total commitment to both mechanical standards and operator awareness.